Kaip grūdinti kirvį namuose?
Grūdinimas kirviu – tai terminis apdorojimas, kai metalas kaitinamas iki labai aukštos temperatūros ir po to greitai atšaldomas. Procedūros tikslas – pagerinti tokius medžiagų charakteristikos, ir kietumas, ir stiprumas, sumažina jo lankstumą. Tam reikia laikytis tam tikrų technologijų, tačiau apskritai tai paprastas procesas. Jei reikia, galite tai padaryti patys.
Straipsnio turinys
Kaip suprasti, ar reikia grūdinimo
Pirmiausia turėtumėte patikrinti, ar tokia procedūra reikalinga. Ne visi gamintojai gamina aukštos kokybės produktus. Pasitaiko, kad įsigytas kirvis arba visai nebuvo sukietėjęs, arba buvo atliktas pažeidžiant procesą:
- pirmuoju atveju įrankio medžiaga bus per minkšta, todėl gali atsirasti įlenkimų ir įbrėžimų, taip pat greitas blukimas naudojimo metu;
- technologijos pažeidimas, kaip taisyklė, yra grūdinimo stadijos pašalinimas po kaitinimo iš proceso - metalas yra trapus ir greitai pasidengia įtrūkimais.
Atitiktis kokybės reikalavimams tikrinama naudojant plokščią dildę. Reikia paimti su smulkia įpjova. Jei jis laisvai slysta paviršiumi, jo neužfiksuodamas ir nepalikdamas žymių, tai rodo didelį lydinio kietumą.
Jei pagal visus požymius įrankį reikia grūdinti, reikia nustatyti, iš kokio plieno jis buvo pagamintas. Tai būtina tinkamam apdorojimui.
Geriausias kokybiškam kirviui naudojamas plienas yra anglis. Jis pažymėtas U7, U8, U8A.
Kaip pačiam grūdinti kirvį
Terminis apdorojimas susideda iš kelių etapų.
Metalas turi nevienodą kristalinę gardelę. Kai jis pereina kaitinimo ir kalimo etapus, kristalai sunaikinami ir keičiasi jų struktūra.
Norint, kad plienas įgytų kietumą, būtina pasiekti specialų anglies molekulių išsidėstymą kristalinėje gardelėje. Ši struktūra vadinama įtempta arba martensitine.
Atkaitinimas
Šios procedūros metu, veikiant labai aukštai temperatūrai, gaunamas metalas, pasižymintis vienalyte struktūra. Jo ypatumas yra įtempimo nebuvimas kristalinėje gardelėje. Medžiaga tampa minkšta ir tampa „lanki“ mechaniniam apdorojimui. Atkaitinimui tinka įprasta plytų krosnis.
Prieš pradėdami tiesiai prie atkaitinimo, šlifuodami turite nuimti pjovimo briauną, kad jos storis būtų 1 mm. Šiluminės įtakos metu galandimas vis tiek ištirps. Dabar galite pradėti šildyti.
Procesas atrodo taip:
- Kirvis kaitinamas iki raudonumo (tai atitinka aukštesnę nei 750-800 laipsnių temperatūrą) – krosnyje arba kalvėje.
- Tada instrumentui leidžiama atvėsti kartu su virykle arba anglimis.

Po atkaitinimo lydinys gali būti lengvai apdorojamas metalo pjovimo įrankiais.
Kietėjimo etapas
Grūdinimas apima kaitinimą ir greitą aušinimą vandenyje arba aliejuje (grynas dyzelinas).

Priklausomai nuo lydinio prekės ženklo, kuris tapo įrankio darbinės dalies žaliava, temperatūros režimas gali šiek tiek skirtis. Informacijos apie tai galima rasti metalurgijos žinynuose. Gaminių, pažymėtų U7 ir U8, šildymas padidinamas iki 800 laipsnių.
Magnetas padės nustatyti temperatūrą. Plienas nustoja būti magnetinis 760 laipsnių kampu.
Toliau:
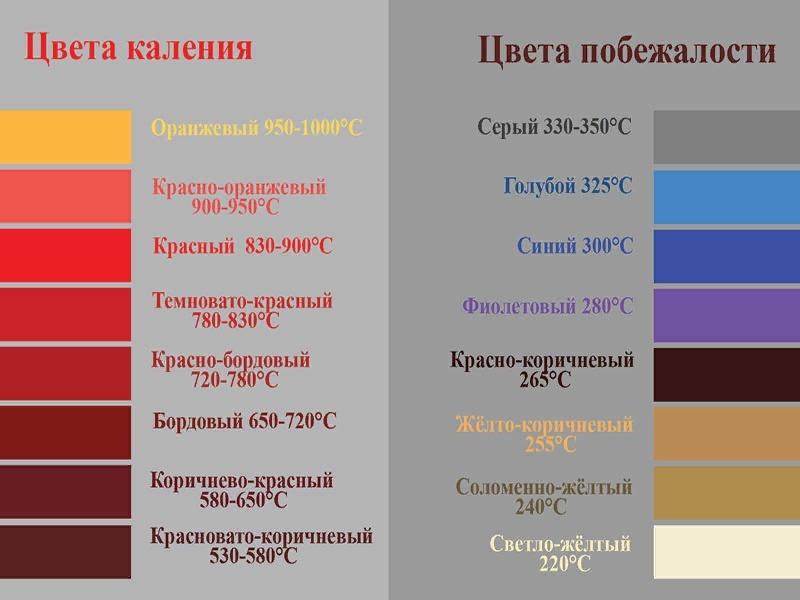
- Kai lydinys nustoja reaguoti į magnetą, jis kaitinamas dar kelias minutes. Apdorojamas produktas turi pasidaryti ryškiai raudonas. Norėdami nustatyti šildymo temperatūrą pagal atspalvį, galite naudoti lentelę.
- Įkaitęs įrankis aušinamas panardinant į vandenį. Per šalta neturėtų būti – optimali temperatūra yra 30 laipsnių. Įmerkite pjovimo kraštą kelioms sekundėms. Tokiu atveju kirvį reikia pajudinti taip, kad neatsirastų vadinamasis garų kailis.
- Tada instrumentas visiškai panardinamas į aliejų, kurio temperatūra turi būti 50-60 laipsnių. Reikia imtis atsargumo priemonių, nes skystis gali užsidegti. Turite palaukti, kol produktas atvės, ir jį išimti.
Kietėjimui kartais naudojamas tik aliejus. Apnašų nuosėdos pašalinamos geležiniu šepečiu.
Atostogos
Procedūra pašalina perteklinį įtampą metale. Tada jis tampa klampus. Procesas vyksta 300 laipsnių temperatūroje. Tai trunka apie valandą, tada ašmenys atvėsta ore.
Šiam procesui geriausiai tinka orkaitė su galimybe nustatyti temperatūrą. Prietaisas dedamas į kamerą, kurios temperatūra yra 300 °C.
Jei apdorojimas atliekamas teisingai, lydinys turėtų tapti mėlynas.
Norėdami patikrinti visų procedūrų efektyvumą, turite naudoti failą - kaip tai padaryti, buvo aprašyta aukščiau. Grūdinant kirvį reikia atsargumo, atsargumo ir technologijų laikymosi. Tačiau apskritai tai yra gana paprasta ir tai gali padaryti daugelis žmonių.




